



想要知道鲁丽无缝管规格齐全产品如何?看视频就知道!看视频,选产品更明智!
以下是:鲁丽无缝管规格齐全的图文介绍


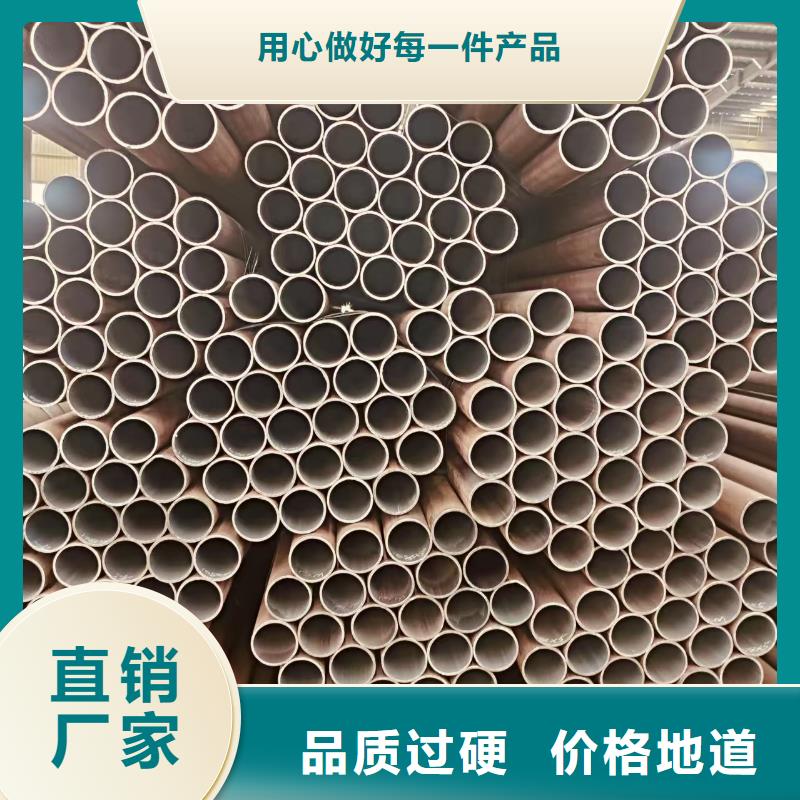
无缝管是一种广泛应用于各种领域的金属材料,主要因其具有较高的强度、本地韧性和耐腐蚀性等特点而受到青睐。以下是无缝管在不同行业中的应用:1.机械制造:无缝钢管可用于制作各类机械设备的关键部件,如轴承套圈、轴杆等;此外,还可用于生产高压容器、附近船舶零件等高要求产品。2.建筑业:在建筑工程中,无缝管常被用作支架、本地支撑件以及管道系统,例如供暖水管、附近通风管道、桥梁结构等。3.汽车制造业:无缝管也可应用于汽车的零部件制造,如在发动机连接处使用无缝钢管作为密封元件,提高车辆的性能和使用寿命。总的来说,无缝管适用于需要承受一定压力和高强度的场合,因此在许多工业部门都有广泛的应用。



无缝管常见问题和解决方法在无缝管的生产和使用过程中,常常会遇到一些问题,如折迭、附近尺寸超差、本地划道、同城斗纹和拔凹等。这些问题会影响无缝管的质量和性能,因此需要采取相应的措施进行和解决。折迭折迭是指钢管内外表面呈现直线或螺旋方向的折迭,局部或通长地出现在钢管上。产生折迭的原因主要有管料表面有折迭或夹杂物、有严重擦伤和裂纹等。和折迭的方法主要是严格把好穿孔热轧质量关,确保管料表面质量良好。尺寸超差尺寸超差包括壁厚超差、本地壁厚不均、附近直径超差、附近椭圆偏心等。产生尺寸超差的原因主要有拔制模具选择不当、同城内外模设计制造不合理或磨损严重等。和解决尺寸超差的方法主要是正确设计和选配拔管模具、当地正确执行热处理制度等。划道划道是指钢管表面上呈现纵向直线的划痕,划道长短不一、本地宽窄不等。产生划道的原因主要有拔模表面不光滑、当地锤头过度部分有棱角等。和解决划道的方法主要是提高拔管模具的表面质量、同城钢管酸洗后冲洗干净等。斗纹斗纹是指钢管表面沿长度方向呈高低不平的环形波浪或波浪逐个相同排列,局部或通长地出现在钢管内外表面上。产生斗纹的原因主要有热处理后的性能不均、附近酸洗后冲洗不干净等。和解决斗纹的方法主要是按操作规程要求进行热处理、当地把好酸洗、本地磷化、当地皂化的质量关等。拔凹拔凹是指在钢管纵向上,管壁向内呈条状凹陷,其长短无规则。产生拔凹的原因主要有无芯棒拔制薄壁钢管时减径量过大、同城锤头端部有棱角等。和解决拔凹的方法主要是选择合适的拔制工艺、同城锤头端部应无棱角和皱折等。



聚旺物资有限公司(上海分公司)位于开发区大东钢管市场一区A3号,公司主营产品 正大镀锌焊管,我们拥有一支引领技术潮流的工作人员,一批高素质的管理人员。规模化的企业营销、高质的配送及仓储,得到广大客户的认可与信赖,从而形成了高速的资源服务网络,实现可双赢的价值。 目前,我公司正如稚鹰展翅,本着“质量di yi、信誉di yi、顾客di yi”的宗旨,竭诚为阁下提供优质的产品和满意的服务!



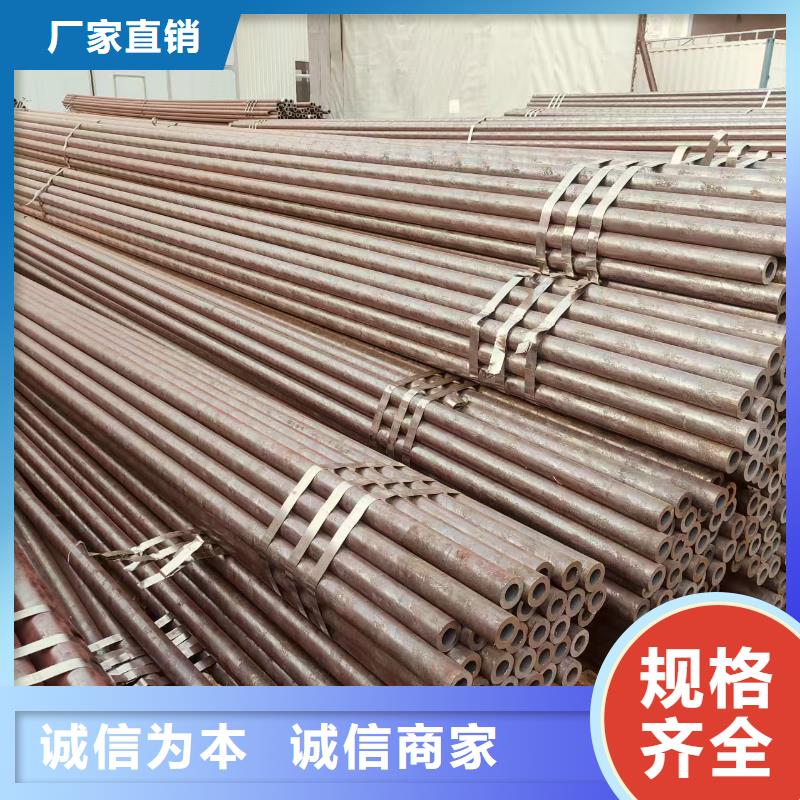
无缝管分热轧和冷轧(拨)无缝管两类。热轧无缝管分一般钢管,低、附近中压锅炉钢管,高压锅炉钢管、当地合金钢管、不锈钢管、附近石油裂化管、同城地质钢管和其它钢管等。冷轧拨除分一般钢管、附近低中压锅炉钢管、附近高压锅炉钢管、附近合金钢管、不锈钢管、当地石油裂化管、其它钢管外,还包括碳素薄壁钢管、附近合金薄壁钢管、同城不锈薄壁钢管、当地异型钢管。热轧无缝管外径一般大于 32mm,壁厚2.5-75mm,冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm,壁厚小于0.25mm,冷轧比热轧尺寸精度高。一般用无缝钢管:是用10、当地20、同城30、同城35、45等优质碳结钢16Mn、同城5MnV等低合金结构钢或40Cr、30CrMnSi、当地45Mn2、当地40MnB等合金钢热轧或冷轧制成的。10、附近20等低碳钢制造的无缝管主要用于流体输送管道。45、附近40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、附近拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。



无缝管的生产是一个复杂而严谨的过程,涉及多个关键步骤和注意事项。以下是对无缝管生产过程的详细解析以及需要注意的事项:无缝钢管的生产过程无缝管的生产过程主要包括以下几个步骤:原料准备:原料主要是钢板或钢带,其质量对无缝钢管的终质量有至关重要的影响。因此,需要仔细检查原料的表面质量、附近化学成分和机械性能等指标。加热与穿孔:将原料加热到一定的温度(如1,300 °C),使其变软并易于塑形。使用穿孔机将加热后的原料穿孔,形成空心的厚壁毛管。穿孔过程中,原料会不断旋转和前进,以确保形成的毛管内壁光滑。热轧或冷轧:热轧:毛管经过热轧机进行轧制,通过多道次轧制逐渐减薄壁厚,形成接近成品尺寸的荒管。热轧过程中,需要严格控制加热温度、本地轧制速度等参数,以防止材料性能下降或产生裂纹。冷轧:对于需要更高尺寸精度和表面质量的产品,可以采用冷轧工艺。冷轧通常在二辊式轧机上进行,通过多次轧制达到所需的尺寸和表面质量。冷拔:冷拔工艺是在常温下对无缝钢管进行拉伸,以进一步减小其外径和壁厚。冷拔过程中需要控制拔制速度和减径率,以防止钢管内部产生裂纹。精整与热处理:精整工艺包括切头、去毛刺、同城矫直、当地酸洗、本地冷处理、本地热处理等步骤。酸洗时要注意防止过酸腐蚀钢管表面;热处理则用于残余应力、附近改善组织结构、同城提高力学性能。检验与入库:
