以下是:山东省威海市紫铜管铜绞线专业生产制造厂的产品参数
| 产品参数 |
|---|
| 产品价格 | 443 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 材质 | T2/TP2 |
|---|
| 含铜量 | 99.98 |
|---|
| 用途 | 空调、工业、油管 |
|---|
| 范围 | 紫铜管铜绞线生产基地位于【天津】,供应范围覆盖山东省 枣庄市、东营市、济宁市、菏泽市、滨州市、聊城市、潍坊市、德州市、泰安市、临沂市、烟台市、威海市、莱芜市、日照市、淄博市、青岛市、济南市 环翠区、文登区、荣成市、乳山市等区域。 |
|---|
以下是:山东省威海市紫铜管铜绞线专业生产制造厂的图文视频
【鑫创】以匠心打造多元场景产品,涵盖济宁花纹铝板、聊城紫铜带、烟台铜绞线、日照铜绞线、荣成黄铜棒、乳山黄铜棒等。紫铜管铜绞线专业生产制造厂,鑫创荣业(威海市分公司)为您提供紫铜管铜绞线专业生产制造厂,联系人:马蕊,发货地:津南工业区。 山东省,威海市 2022年,威海市地区生产总值为3408.18亿元,比上年增长1.5%。三次产业结构为10.4:38.5:51.1。
准备好领略紫铜管铜绞线专业生产制造厂产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:山东威海紫铜管铜绞线专业生产制造厂的图文介绍



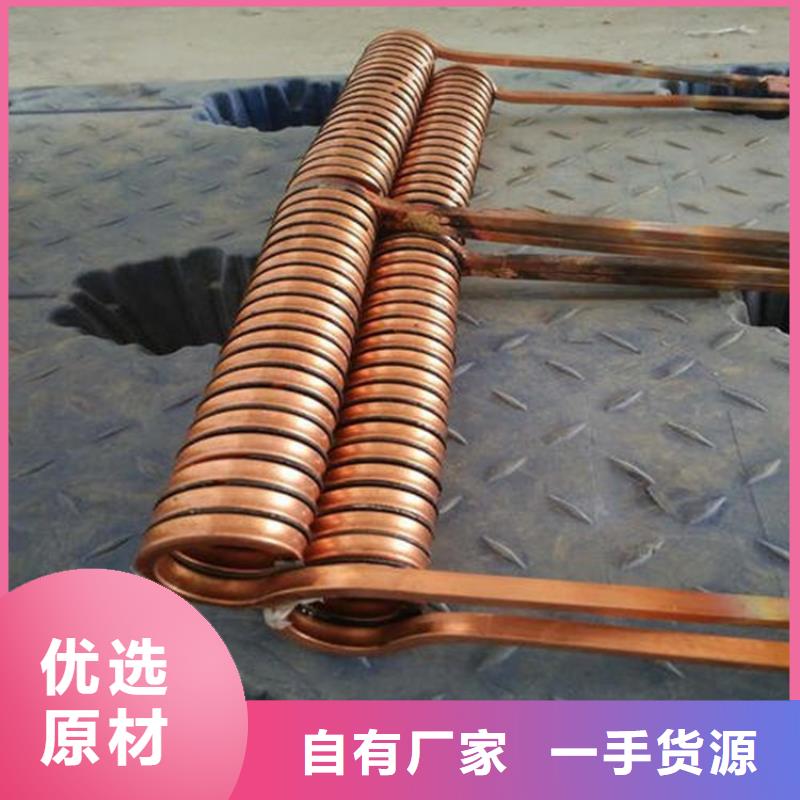
这里所说的紫铜,确实要非常纯,含铜达99.95%以上才行,极少量的杂质,是磷、、铝等,会大大降低铜的导电率。铜中含氧(炼铜时容易混入少量氧)对导电率影响很大,用于电气工业的铜一般都必须是无氧铜。另外,铅、锑、铋等杂质会使铜的结晶不能结合在一起,造成热脆,也会影响纯铜的加工。
这种纯度很高的纯铜,一般用电解法精制:把不纯铜(即粗铜)作阳极,纯铜作阴极,以溶液为电解液。当电流通过后,阳极上不纯的铜逐渐熔解,纯铜便逐渐沉淀在阴极上。这样精制而得的铜;纯度可达99.99%。紫铜是比较纯净的一种铜,一般可近似认为是纯铜,导电性、塑性都较好,但强度、硬度较差一些。
紫铜棒牌 对照表名称牌 牌 德国牌 美国牌 英国零 无氧铜TU0C1011--C10100C110一 无氧铜TU1C1020OF-CuC10200C103二 无氧铜TU2C1020OF-CuC10200C103一 铜T1C1020OF-CuC10200C103二 铜T2C1100SE-CuC11000C101三 铜T3C1221------一 磷脱氧铜TP1C1201SW-CuC12000--二 磷脱氧铜TP2C1220SF-CuC12000。



鑫创荣业(威海市分公司)是专业 花纹铝板解决方案提供商,公司拥有业界专业度、品牌号召力、用户数量等诸多方面优势。公司不断追求技术的突破创新,公司一直以服务社会为己任,不断开拓进取,追求科技创新,以用户成功为目标,为社会的发展贡献力量。于此同时,公司积j i进行 花纹铝板新产品的研发,满足用户多元化的需求。


紫铜管的焊接步骤大致上与铜管的焊接步骤是一样的,区别就在于紫铜管焊接使用的焊条是有要求的,使用的焊条满足要求后,还需要助焊剂做辅助,使用的助焊剂选择是粉状的。紫铜管在焊接的时候使用的火焰需要是碳化火焰。
焊接顺序是首先将助焊剂涂在需要焊接的位置,然后加热。加热的时候碳化火焰不能直接遇到助焊剂,加热的位置是在紫铜管与套管之间,将火焰嘴放在这直接的2点来回移动。紫铜管加热后,助焊剂已经融化成了液体,这个时候可以立刻将预热的焊条放在焊点的位置。
焊条一旦融化接着就将火焰嘴在2点直接来回移动,直到焊条溶满缝隙结束。以上就是紫铜管焊接,下面介绍如何让紫铜管延长使用寿命,以紫铜管换热器为例子,一般的换热器使用时间为2个月。让紫铜管能长寿的方法,需要的设备维修人员及时更换或者校正引杆,及时和更换导向轨与托辊。



紫铜管焊接应在通风良好的场所进行,以防止铜中现象。且焊后,应用平头锤敲击焊缝,以应力和改善焊缝的质量。二、气焊焊接紫铜管常用的就是对接接头,搭接接头和丁字接头尽量少采用。在气焊时,可采用两种焊丝,一种是含有脱氧元素的焊丝;另一种是一般的紫铜丝和母材的切条,且气焊紫铜管时应采用中性焰。
三、手工氩弧焊1、在紫铜管手工氩弧焊前,应把工件焊接边缘和焊丝表面的氧化膜、油等脏物等都清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法这两种。2、根据板厚和坡口尺寸,紫铜管的对接接头的装配间隙应在0.5-1.5毫米范围内选取。
3、这类焊接法通常是采用直流正接,即钨极接负极。为了气孔,保证焊缝可靠的熔合和焊透,必须焊接速度,消耗量并预热焊件。板厚小于3毫米时,预热温度为150-300℃;板厚大于3毫米时,预热温度为350-500℃。
紫铜管铜绞线专业生产制造厂,鑫创荣业(威海市分公司)为您提供紫铜管铜绞线专业生产制造厂产品案例,联系人:马蕊,电话:【022-58162326】、【13512916963】,发货地:津南工业区。